with Francesco Fabiani at Pinewood Studios – 08-04-2019
The first task was a combination of sculpting with Plastiline and making small batches of Biscuit
Foam to use as starting points for bulkier sculptures.

Further fine sculpting tips, including hair, scales and manipulating the medium with hot air guns
or hairdryers on high to either soften the material or to leave it with a shiny surface. Using a fine
pointed tool through 3 layers of plastic, makes a good base for skin and wrinkles, or a curved
ended tool for scales, the plastic softens the marks and smooths the edges of the indents.
Using monster Clay is easier than the Plastiline as you can microwave Monster Clay and it
becomes very pliable very easily, however once the main blocking out is done, keeping a piece in
one hand is usually enough to keep it mouldable.
Francesco assessed everyone’s sculpture to see the best way of moulding in silicon ready for
casting the following day. I did a simple box mould, but we also had a 2-part mould and some
mother/jacket moulds.
All moulds were made with the same silicone and it went off in about 2 hours. It was vital to
mix parts A&B really well as some students ended up having to redo a mould because of an
unbalanced mix. It was also much easier to mix larger batches in larger bowls, but to start with we
were all making up smaller amounts with inconsistent results. TIP: pour the silicone from high up
so you have a thin stream of liquid going into your mould which will help with air bubbles.
The baseboard needs to be treated with some kind of release agent before starting the mould
making process, we used simple Vaseline brushed thinly on and it worked well.
Box-mould

The finished sculpt was placed on the baseboard and we used cardboard to build the walls, these
were hot glue-gunned to the baseboard around the sculpt to prevent any of the liquid silicone from
leaking out at the join.
Just ensure that the cardboard walls are an inch or so away from the edge of the mould, and try to
be efficient with the shape.
De-moulding was really awkward as the cardboard we used took up the silicone into the ribs
making it tough to get my mould out.
Being a block mould you cut into the back until the blade touches the model at a jagged stepped
pattern to give registration for the mould. The blade needs to be super sharp and slightly longer
than the normal scalpel blade.
The awkward shape of my sculpt made it very tricky to pull out of the silicone, part of the original
breaking off. I personally think it should have been a two part mould.
Two part mould
Lay your model on a bit of support of wet pottery type clay then build up to create a mid-intersecting layer of clay, as smooth as possible to start and then create your registration points,
channels, a pouring spout and vents if needed for tricky overhangs etc, so you can create your
first layer of silicone which will be poured on top of this clay base.

When the silicone is fully set, take off the cardboard wall and carefully flip the whole thing over,
exposing the pottery clay underneath, without moving the sculpt, remove the pottery clay and
clean up/wash the edges so both the sculpt and silicone are perfectly clean, remake and glue the
cardboard walls, grease the silicone with a little release agent (we used a brush and Vaseline)
over the silicone face. Fill any gaps around the edges and put in the other side of vents etc with
the pottery clay. Then you are ready to cast your second layer of silicone to complete the 2 part
mould.
The two part mould method looked very awkward, adding the soft clay took a long time for the first
pour ‘bed’ as every hole and edge needed to be sharp, clean and perfectly aligned in the middle
of the sculpt. Registration marks and channels needed to be smoothly added and of course took 4
times as long as the block method. (Clay, 1st pour, clean, 2nd pour)
The jacket mould method is quite messy, but is very economical with the expensive silicone. You
wait for the silicone to go slightly gloopy then add it over your sculpt until it’s covered. Then a
similarly gloopy layer of plaster is added over the top to add rigidity to the silicone mould.
None of the originals were removed from any of the moulds until all elements were set, (silicone
and plaster). With one of the jacket moulds, the plaster was added in two halves, so that the
mould and original could be easily removed. The first half was allowed to set, again with a jagged/
stepped edge to provide registration for the two parts, then a release agent (Vaseline) was liberally
applied and the second half was added.
Resin Casting
Once the originals were out, the first material we were offered to cast with was Resin. This was a
two part resin using equal amounts and for the smaller items, a straight all resin cast method was
used. For bulkier items, like mine, we coated the mould with a ‘slip’ skin of resin material, which
was tricky as the resin takes a short while to go off, and trying to get an even coat on such an
uneven surface was pretty tricky.
The resin is slightly exothermic in reaction, so aside from it hardening as it cooled you could tell
when it was ready, whether to add another resin layer -which I needed- or to be filled with the
(same) biscuit foam to make it light and strong. About a 20 minute wait to firmly set, but I only
needed to wait a few minutes to fill it with the biscuit foam.

On release my resin cast broke, again the shape was awkward, so in hindsight a block mould not
really ideal for the original sculpt.
The first cast in the white resin had lots of marks seemingly left over from the original sculpt which
left it looking unclean.
The next material offered for casting was Black Gun Foam, 3:1, A to B. This rose a small amount,
but was tricky to get a full slip cast as it goes off extremely quickly.
This was then filled with the soft foam 2:1, A to B. The soft foam was exceptionally squishy and
expanded really well, to fill the cavity within the gun foam slip cast, but it was added whilst still in
the mould.
On release I could see that the finer, or slimmer areas of my original sculpt just hadn’t been
reached by the gun foam, and this is due to the quality of the media, it’s thick, so getting into
underhangs, undercuts etc was exceptionally tricky in a block mould.

This made a very squishy head, but with a more resilient rubber skin, I think that the gun foam,
which also comes in white not just the black that we used, would be very useful to make a harder
element for a model, such as a vest or tie, or hat, or very useful for miniature elements for a set. It
also takes detail really well.
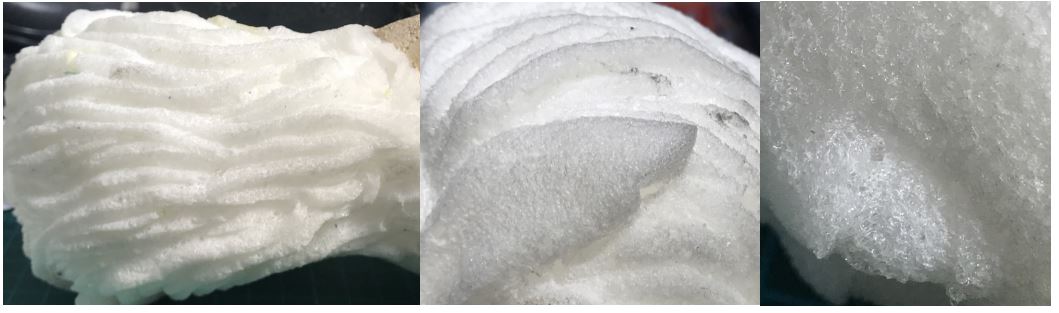
I then wanted to use the soft foam by itself to see what detail it would get and how it would work in
the silicone mould.
The soft foam has quite a bit of rise and again is very quick. Francesco advised not applying
pressure on top of the mould as it would ‘pop’ the structure of the rise, impeding it.
The resulting cast was exceptionally soft, but lost a lot of detail, the surface being very cell like and
having open foam texture, not how I expected it to be at all.
The soft foam would be useful to bulk out a characters form, but this could also be achieved by
wrapping, trimming and shaping upholstery foam, as we currently do.
Conclusion
Although I got to work with a wide variety of mediums and experience casting and moulding
firsthand, none of them are suitable for casting stop-motion models with armatures in from.





Leave a comment